
Bellows
|
|
|
Raising
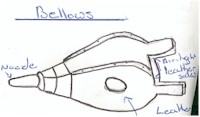
the fires temperatures sufficiently to enable iron to be worked requires a
forced draught. From the earliest times this was provided by a bellows which
could be as much as six feet across. The bellows
produced a draught on both the up and down strokes delivering it through a cast-
iron tube called a layere to the heart of the fire. They were operated by a
handle projecting out over the forge at around shoulder height, either by the
smith himself or by a labourer or apprentice or compliant passer by. It was
skilled work, as pumping too vigorously, or too lazily could prove
disastrous. Heat iron too fast and it becomes brittle; heat it too slowly and it
melts and burns. Wrought iron can be worked at a wide range of
Snowball heat, beyond which iron melts, makes the metal white hot and spongy. At
this heat two pieces of metal can be fused by hammering. Below this are the:
welding heat, full, light and slippery-which are most often used.
Next comes
bright red, cherry red and dull red which are used for shaping metal and
flattening, smoothing and finishing.
Then there is black heat just enough to make
the iron glow faintly in deep shadow.
Lowest of all is warm heat, where the metal
is wafted through the fire rather than held in it until it is just too hot to
hold. This heat is used for setting up springs